- By Tom Kirkman
(This article orginally appeared in Volume 7 #4 issue of RodMaker Magazine
Something different in alternative grip materials... -
The process by which small, finely cut particles are applied to surfaces coated with an adhesive is known "flocking." Flocking can be used to create a soft, velvety surface on a hard item, or to create a more durable and non-slip surface on a smooth or otherwise nondurable surface. Flocking can also be used to deaden sound, create an abrasive coating or just for simple decorative purposes. Historians tell us that the Chinese were using resin glues to adhere natural fibers to fabrics as far back as 1000BC.During the middle ages, flocking was used in both Germany and France to create wall coverings. Today flocking is used on a myriad of products ranging from Christmas wrapping ribbon to high-tech military applications.
Grip Underbody
Let's step back a bit and consider the use of flocking to create a durable, non-slip yet comfortable surface. Does this sound like something that might be applicable to the grips on a fishing rod? As a matter of fact, flocked rod grips have been around for decades. While somewhat limited in use and often very expensive when you can find them, most who use them will tell you that flocked grips are the finest grips you can use on a fishing rod. Usually consisting of nylon fibers imbedded in a firm cork underbody, such grips wear like iron yet provide a firm and very comfortable surface for the human hand. They offer nearly all the advantages of cork, EVA or wood grips, but with none of the disadvantages. Lightweight, firm, comfortable, non-slip and durable, they're the envy of all other grip types.
Years ago when I was unable to find flocked grips in the colors I wanted, I experimented with making my own.My first attempts consisted of turning the desired grip shape from cork and then coating the cork surface with epoxy to which I would apply ground up EVA particles. I created the EVA particles with a Stanley SurForm file held against a piece of EVA grip material in one of my lathes. The final result was usually so-so at best. It was hard to get complete coverage with the EVA and to tell you the truth, small EVA particles are not all that comfortable. They make for a non-slip surface sure enough, but they're tough on the hand.
I undertook several other flocking experiments, trying different adhesives, different flocking materials and different flocking application techniques.None came out as well as I'd hoped.At some point I began researching commercial flocking procedures.Most of the operations done on a large scale for the upholstery or similar industries require large and expensive machinery which would be quite prohibitive for the average custom rod builder.I did find some flocking kits that were being sold for use on models, dolls, duck decoys, woodworking, etc., but none contained the type of flocking fiber that would be expected to hold up in the harsh environment that fishing rods are subject to.
Eventually I discovered the Donjer company, a maker of flocking materials for the woodworking industry.Although their primary flocking material was suede, they offered to sell me special nylon flocking material, made expressly for exterior and high wear use.One problem solved, but still a couple to go.
*Donjer was aware of at least two rod builders using this product with expensive electrostatic equipment but had never had anyone attempt to flock fishing rod grips with the use of simple "hand tools." The general consensus seemed to be that it wouldn't work very well, but Donjer asked me to keep them notified of my progress and offer any suggestion I might have along the way.In the months to come, I discovered that by sourcing slightly shorter nylon fibers than what was currently available, the standard home flocking method would, in fact, work very well with fishing rod grips.
Most commercial flocking operations employ flocking particles that are electrostatic ally charged and blown under air pressure onto an adhesive surface in a controlled environment. Again, an expensive procedure requiring specialized machinery.However, Donjer came to the rescue again with two simple tools for applying the flock. One is a flocking "gun" that uses air pressure to evenly and quickly apply the flock to the adhesive treated surface. Selling for about $60, it seemed like a good bet if a builder was planning on flocking many grips. Also offered was a dirt cheap "mini-flocker" which consisted of two cardboard tubes which slid one over the other and dispensed the flock as you pushed and turned one end. Almost too simple and too inexpensive to really be any good.
As it turned out, further experiments with nylon flocking material and the simple mini-flocker" turned out some rather nice grips. So nice, in fact, that I began doing more and more work with the process. While somewhat crude by industrial standards, the simple procedure I'm about to outline here will provide any custom rod builder with a new method for making very durable, very comfortable and very attractive grips that can be expected to last for many, many years.
For the most part, flocking your own grips consists of applying an adhesive to the grip surface and then distributing the nylon flocking material onto the adhesive. You let it dry, then mount it on the rod and take it fishing. It sounds simple and for the most part it is. But if you want truly good results we'll have to get just a little move involved.
Let's start by discussing the grip underbody.In most cases and to allow you to form custom handle and grip shapes, you'll want to work with cork. Very firm EVA could also be used, but owing to cork's firmness and light weight, it's the material of choice in my opinion. Because the surface will be covered with nylon flocking fibers, we needn't worry about using ultra-expensive high grade cork.I would, however, recommend staying away from truly poor or low quality cork with much in the way of terribly deep pits and pocks. A good mid-grade allows you to turn out a great looking finished product and at what amounts to a reasonable expense compared to today's expensive flor or Super grade cork.
Turn your cork to the desired shape, and just ever so slightly undersized since the flocking will increase the overall diameter by about 1/8th inch. Here we have a simple slightly tapered live bait rod foregrip turned from mid-grade cork (1). There is no need to finish the surface to the same smoothness as you would with cork that will be left exposed. Normally, shaping with 60 to 80 grit finished off with some 100 to 150 grit is as far as you need go.
Sealing
Before we can add our adhesive to the grip surface, the cork must be sealed. Otherwise much of the adhesive may be absorbed into the cork surface and will not then maintain sufficient thickness to adequately grasp and hold the flocking material.You can use any number of things to do this, but since we're rod builders I figure we all have at least a bottle of acrylic color preserver or U-40 Cork Seal in our shops. Whichever you have, apply a good wet application to the entire surface you wish to flock (1). One application is enough.Let it dry for at least a couple hours.
The Flocking "Station"
Flocking is simple but can be somewhat messy. You're going to have tens of thousands of tiny nylon fibers being blown around. Most of them will not adhere to the grip.You don't want these all over your shop and you'd like to be able to reclaim these for later use. Thus, make yourself a simple flocking "station." All that's required is a cardboard box, cut to allow easy access to the item being flocked (2). The flocking station in the photo contains some small notches on the sides to allow a steel mandrel to be supported in a horizontal position.The high sides and back of the box will catch stray flocking material.
Finally, line the box with a plastic bag in order to easily catch, gather and facilitate the reclaiming of the flock that will end up in the bottom of the box (3).
Applying the Adhesive
At this point you're ready to apply the flocking adhesive. Donjer supplies their adhesive in colors. This is done because the simple flocking operation I'm describing here cannot be expected to completely and perfectly cover 100% of the grip surface. Don't worry - it covers it very well, but the use of an adhesive that is colored to match the actual flocking material guarantees that any minute areas that aren't perfectly covered will never show. The colored adhesive blends with the flocking material itself and provides a perfectly uniform look.
The adhesive is brushed on evenly but thickly (4). Strive for a uniform layer of adhesive that stays true to the actual shape of your grip. Lumps, sags and runs in the adhesive will show up later as lumps, sags and runs in the flocked surface. You do not want any high or uneven areas if at all possible. Work carefully but quickly. You have an open working window of about 10 to 15 minutes before the adhesive will be too dry for the flock to adhere. You'll find it really only takes 2 or 3 minutes to carefully cover almost any grip, so work quickly but not so fast that you do a poor job applying the epoxy evenly. Just turn off your phone and remove any possible distractions that might pull you away during this window of time.
For applying the adhesive, you can use a brush although I get really nice results with the inexpensive foam paint applicators found at nearly any paint or home hardware store.
Flocking
Now the fun begins. Fill your "mini-flocker" with nylon flocking material until the smaller of the two tubes is about half to two thirds full. *Hopefully you're reading this beforehand and will have already completed the filling of the mini-flocker before you begin applying your flocking adhesive. The mini-flocker needs to be held about 8 to 10 inches away from the grip. For the purposes of these photos I have angled the mini-flocker to about a 45 degree angle to the grip. This worked fine, but ideally you would want to hold it at a direct 90 degrees to the grip. Maintain this angle of attack ensures that most of the fibers will all contact the grip at roughly the same angle over its entire surface. This is very important and failure to maintain the same angle as you apply the flock will result in a very uneven and unattractive appearance in the finished product.
To operate the mini-flocker, use a pushing and twisting motion of the smaller rear tube into the large forward tube (5). Do not slide the tubes apart. Simply use a push-pull motion of the rear tube with a slight amount of twist and the flocking material will shoot out of the gun at sufficient velocity to begin covering the grip surface by embedding itself into the adhesive on the grip's surface (6).
If you can employ a friend to turn/rotate your grip for you, so much the better. If not, just flock a bit, rotate the grip a little, and flock some more. I'll normally make a full pass down one axis of the grip, spin or turn the grip a few degrees and then make another pass.Keep this up until the entire circumference of the grip is evenly covered.
At some point you'll decide that the grip is fully covered with flock and stop (6). But if you do, you'll be stopping too soon. You cannot apply too much flock - only so much will stick. That which doesn't adhere will simply fall into the bottom of your flocking station and can be reclaimed for later use. For that reason and to ensure that you really do get all surfaces well covered without any bare or even thin areas, continue flocking longer than you think necessary. Then flock some more. It's almost impossible to go back and correct sparse areas, so treat this as the one shot deal it is. Don't skimp on flocking material. Go overboard even when you think you've got the grip well covered.
At this point you'll need to wait at least 15 hours before handling the grip. After 15 hours, you can handle it lightly and shake off any excess flocking material that hasn't embedded itself into the adhesive. You can use a soft bristle brush to remove excess flock as well, but if you do I'd wait a full 48 hours before so doing. In fact, and assuming you're working on a grip mounted on a mandrel as shown on these pages, I'd wait a full 48 hours before reaming and mounting the grip to your rod blank. After that much time, the flock has pretty much permanently adhered and the grip will take about anything you can dish out.
Shooting Flock
The mini-flocker (7) works reasonably well and costs very little. But for just a bit more, you can achieve an even better flocking job with the use of the Donjer air flocker (8). This "gun" connects to an air line to blow the flock onto the adhesive at a little greater velocity. This results in getting more flock into the adhesive which translate into an even more uniform and tightly knot surface. It applies the flock more uniformly and covers a bit better, not to mention getting the job done a bit more quickly.
If you decide you wish to flock more than the occasional grip, the flocking gun at about $60 is not a bad investment. You will need to have access to an air compressor, of course, and you'll need a regulated air supply at about 10 to 15lbs.
The Final Solution
For those of you who really catch the bug and want to flock everything in sight and on a professional level, Donjer can also supply a professional grade electrostatic flocking machine. This unit not only applies the flock in an even manner, but imparts an electrical charge to the flocking material so that it deeply embeds in the adhesive and each fiber stands on end for a more dense and uniform surface. Compared to the results obtained with the mini-flocker (9-right) you can see that the job done by this more elaborate and expensive machine results in a tighter, denser and more uniform surface (9-left). *The new shorter fibers which I spec'd in the current Donjer kits result in a flocked surfaced which is nearly as good as that obtained with the expensive electrostatic equipment, however.
Creative Flocking
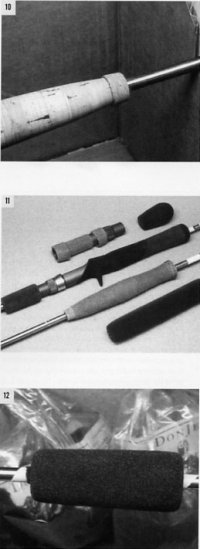
Once you decide on a flocking method that fits your needs and pocketbook, you can move on to more advanced flocking maneuvers. Recently I wanted to flock a fly rod grip but wanted to retain some burl cork at each end.I glued up a stack of cork with two burl rings, one at each end, and then turned to shape. In order to allow for the depth of the flock, I proceeded to turn the area to be flocked slightly undersized to those burl rings (10). Once completed, the flocked surface matched the burl surface perfectly (11). Obviously, no adhesive was applied to the surface of the burl rings.
That last statement about not applying adhesive to those surfaces where you do not want flock to adhere should get your creative process started. Depending on what you're after, both cosmetically and functionally, you can apply flock to selected areas of any grip. I have used making tape to keep adhesive off of certain areas and thus created unique flock patterns on grips, retaining the look of the original grip but adding some measure of non-slip to the surface. You can also utilize a similar method to flock certain areas of a grip with one color, and other areas with a different color. For this you will need to work in two parts - applying adhesive and flock to one area, then starting the process anew for the next color and area. Can't find the exact color flock you want? Blend more than one to get particular shades or even a "salt and pepper" look (12).
The sky's the limit here. Flocked reel seats are very comfortable and warm to the hand during cold weather fishing. A small flocked area on ferrule reinforcement wraps results in a non-slip surface which aids in taking rods apart. Surf rod butts traditionally wrapped with cork tape can be treated to flock. Use your imagination and add one more creative yet functional trick to your rod building repertoire.
~Tom Kirkman
|
| |